
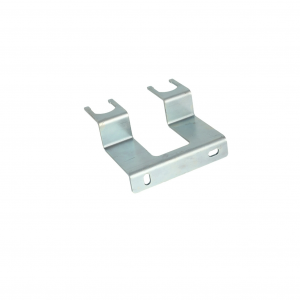
Linh kiện nhôm anodized tùy chỉnh Linh kiện dập

Sự miêu tả
| Loại sản phẩm | sản phẩm tùy chỉnh | |||||||||||
| Dịch vụ một cửa | Phát triển và thiết kế khuôn mẫu - gửi mẫu - sản xuất hàng loạt - kiểm tra - xử lý bề mặt - đóng gói - giao hàng. | |||||||||||
| Quá trình | dập, uốn, kéo sâu, chế tạo tấm kim loại, hàn, cắt laser, v.v. | |||||||||||
| Nguyên vật liệu | thép cacbon, thép không gỉ, nhôm, đồng, thép mạ kẽm, v.v. | |||||||||||
| Kích thước | theo bản vẽ hoặc mẫu của khách hàng. | |||||||||||
| Hoàn thành | Sơn phun, mạ điện, mạ kẽm nhúng nóng, sơn tĩnh điện, điện di, anot hóa, nhuộm đen, v.v. | |||||||||||
| Khu vực ứng dụng | Phụ tùng ô tô, phụ tùng máy móc nông nghiệp, phụ tùng máy móc kỹ thuật, phụ tùng kỹ thuật xây dựng, phụ kiện làm vườn, phụ tùng máy móc thân thiện với môi trường, phụ tùng tàu biển, phụ tùng hàng không, phụ kiện đường ống, phụ tùng dụng cụ kim khí, phụ tùng đồ chơi, phụ tùng điện tử, v.v. | |||||||||||
Các loại dập
Chúng tôi cung cấp các phương pháp dập đơn và đa giai đoạn, dập liên tục, dập sâu, dập bốn rãnh và các phương pháp dập khác để đảm bảo sản xuất sản phẩm của bạn theo phương pháp hiệu quả nhất. Các chuyên gia của Xinzhe có thể kết hợp dự án của bạn với phương pháp dập phù hợp bằng cách xem xét mô hình 3D và bản vẽ kỹ thuật bạn đã tải lên.
- Dập khuôn liên tục sử dụng nhiều khuôn và bước để tạo ra các chi tiết có độ sâu hơn so với thông thường chỉ có thể đạt được thông qua một khuôn. Phương pháp này cũng cho phép tạo ra nhiều hình dạng khác nhau cho mỗi chi tiết khi chúng đi qua nhiều khuôn khác nhau. Kỹ thuật này phù hợp nhất với các chi tiết có khối lượng lớn và kích thước lớn, chẳng hạn như trong ngành công nghiệp ô tô. Dập khuôn chuyển tiếp là một quy trình tương tự, ngoại trừ việc dập khuôn liên tục bao gồm một phôi được gắn vào một dải kim loại được kéo trong suốt quá trình. Dập khuôn chuyển tiếp loại bỏ phôi và di chuyển nó dọc theo băng tải.
- Dập sâu tạo ra các sản phẩm dập có khoang sâu, giống như hình chữ nhật khép kín. Quá trình này tạo ra các sản phẩm cứng vì sự biến dạng cực độ của kim loại nén cấu trúc của nó thành dạng tinh thể hơn. Dập kéo tiêu chuẩn, sử dụng khuôn nông hơn để định hình kim loại, cũng thường được sử dụng.
- Dập bốn chiều tạo hình các chi tiết từ bốn trục thay vì chỉ một hướng. Phương pháp này được sử dụng để sản xuất các chi tiết nhỏ phức tạp, bao gồm các linh kiện điện tử như đầu nối pin điện thoại. Với tính linh hoạt trong thiết kế, chi phí sản xuất thấp hơn và thời gian sản xuất nhanh hơn, dập bốn chiều phổ biến trong các ngành công nghiệp hàng không vũ trụ, y tế, ô tô và điện tử.
- Ép thủy lực là một bước tiến hóa của kỹ thuật dập. Các tấm kim loại được đặt trên một khuôn có hình dạng đáy, trong khi hình dạng trên là một túi dầu được bơm đầy với áp suất cao, ép kim loại vào hình dạng của khuôn dưới. Nhiều chi tiết có thể được ép thủy lực cùng lúc. Ép thủy lực là một kỹ thuật nhanh chóng và chính xác, mặc dù sau đó cần có khuôn cắt để cắt các chi tiết ra khỏi tấm kim loại.
- Dập phôi là quá trình cắt các mảnh ra khỏi tấm như một bước đầu tiên trước khi định hình. Dập phôi tinh, một biến thể của dập phôi, tạo ra các đường cắt chính xác với các cạnh mịn và bề mặt phẳng.
- Dập nổi là một loại đột dập khác tạo ra các phôi tròn nhỏ. Vì cần lực đáng kể để tạo thành một mảnh nhỏ, phương pháp này làm cứng kim loại và loại bỏ các gờ và cạnh thô.
- Đột là quá trình ngược lại với đột dập; nó liên quan đến việc loại bỏ vật liệu khỏi phôi thay vì loại bỏ vật liệu để tạo ra phôi.
- Dập nổi tạo ra thiết kế ba chiều trên kim loại, có thể nổi lên trên bề mặt hoặc thông qua một loạt các vết lõm.
- Uốn được thực hiện trên một trục duy nhất và thường được sử dụng để tạo hình dạng chữ U, V hoặc L. Kỹ thuật này được thực hiện bằng cách kẹp một bên và uốn bên còn lại trên khuôn hoặc ép kim loại vào hoặc ép vào khuôn. Uốn mép là uốn các mấu hoặc một phần của phôi thay vì uốn toàn bộ chi tiết.
Quản lý chất lượng




Thiết bị đo độ cứng Vickers.
Thiết bị đo biên dạng.
Thiết bị quang phổ.
Thiết bị ba tọa độ.
Hình ảnh lô hàng




Quy trình sản xuất




01. Thiết kế khuôn mẫu
02. Gia công khuôn mẫu
03. Gia công cắt dây
04. Xử lý nhiệt khuôn




05. Lắp ráp khuôn
06. Gỡ lỗi khuôn
07. Gọt bavia
08. mạ điện


09. Kiểm tra sản phẩm
10. Gói
Quá trình đóng dấu
Quá trình xử lý bề mặt củacác bộ phận dập nhôm:
Trong ngành dập, chi tiết dập nhôm cũng là một chi tiết dập kim loại rất phổ biến. Các phương pháp xử lý bề mặt phổ biến cho chi tiết dập nhôm là:
1. Anodizing
Anodizing có thể bù đắp hiệu quả độ cứng bề mặt và khả năng chống mài mòn của các chi tiết dập nhôm. Nó cũng có thể kéo dài đáng kể thời gian sử dụng của các chi tiết dập nhôm và làm cho sản phẩm trông đẹp hơn. Ngày nay, anodizing đã trở thành một phương pháp xử lý bề mặt phổ biến cho các sản phẩm dập nhôm. Anodizing là quá trình oxy hóa điện hóa kim loại hoặc hợp kim. Nhôm và hợp kim của nó tạo thành một lớp màng oxit trên sản phẩm nhôm (anode) do tác động của dòng điện được áp dụng trong chất điện phân tương ứng và các điều kiện quy trình cụ thể.
2.Phun cát
Phun cát thường là một quy trình trung gian để xử lý bề mặt các chi tiết dập nhôm. Sau khi các chi tiết dập nhôm được phun cát, các gờ và vết dầu trên bề mặt có thể được loại bỏ hiệu quả. Nó có thể cải thiện độ sạch bề mặt của các chi tiết dập nhôm. Bằng cách kiểm soát vật liệu phun cát, có thể đạt được các bề mặt khác nhau và độ nhám của sản phẩm có thể được cải thiện đáng kể. Hiệu suất sản phẩm có thể được cải thiện đáng kể. Trong quy trình xử lý bề mặt tiếp theo, độ bám dính giữa các chi tiết dập nhôm và lớp phủ cũng có thể được tăng lên đáng kể, giúp sản phẩm bền và đẹp hơn.
3. Xử lý đánh bóng
Các chi tiết dập nhôm được đánh bóng có thể đạt hiệu ứng gương gần như hoàn hảo, giúp cải thiện đáng kể chất lượng và tính thẩm mỹ của sản phẩm. Tuy nhiên, do đặc tính của sản phẩm nhôm, việc dập nhôm đòi hỏi tương đối ít công đoạn đánh bóng. Nếu không xử lý bề mặt nào khác sau khi đánh bóng, độ bền của sản phẩm sẽ bị ảnh hưởng. Hơn nữa, sau khi đánh bóng, hiệu ứng gương của các chi tiết dập nhôm khó có thể duy trì trong thời gian dài. Do đó, nếu cần hiệu ứng gương, nên sử dụngthép không gỉlàm vật liệu sản phẩm.
4. Gia công kéo dây
Có nhiều loại dập nhôm chải, phổ biến nhất là dập thẳng, dập hỗn loạn, dập xoắn ốc và dập ren. Sau khi các chi tiết dập nhôm được kéo bằng dây, có thể nhìn thấy các đường nét rõ ràng và tinh tế trên bề mặt, sản phẩm mang đến cho người xem trải nghiệm thị giác như những hoa văn lụa phát sáng.
Các chi tiết dập nhôm về cơ bản cần được xử lý bề mặt sau khi gia công, nhưng phương pháp xử lý nào được lựa chọn tùy thuộc vào yêu cầu cụ thể của khách hàng. Trong trường hợp khách hàng không yêu cầu, phương pháp anot hóa thường là phương pháp mặc định.
Tại sao nên chọn Xinzhe để gia công các bộ phận dập kim loại theo yêu cầu?
Xinzhe là chuyên gia dập kim loại chuyên nghiệp mà bạn nên ghé thăm. Chúng tôi đã phục vụ khách hàng trên toàn thế giới trong gần một thập kỷ và chuyên về dập kim loại. Đội ngũ kỹ thuật viên khuôn mẫu và kỹ sư thiết kế tài năng của chúng tôi luôn tận tâm, chuyên nghiệp và có đạo đức nghề nghiệp nghiêm ngặt.
Chìa khóa thành công của chúng tôi là gì? Một cụm từ có thể tóm tắt câu trả lời: đảm bảo chất lượng và thông số kỹ thuật. Đối với chúng tôi, mỗi dự án đều khác biệt. Chúng tôi được thúc đẩy bởi tầm nhìn của bạn, và nhiệm vụ của chúng tôi là hiện thực hóa tầm nhìn đó. Chúng tôi cố gắng thấu hiểu mọi khía cạnh của dự án để đạt được điều này.
Chúng tôi nỗ lực hết mình để hiện thực hóa tầm nhìn của bạn sau khi đã nắm bắt được nó. Trong suốt quá trình, có nhiều bước kiểm tra. Điều này cho phép chúng tôi đảm bảo rằng sản phẩm hoàn thiện sẽ đáp ứng đầy đủ nhu cầu của bạn.
Nhóm của chúng tôi hiện tập trung vào việc cung cấp dịch vụ dập kim loại theo yêu cầu trong các lĩnh vực sau:
Đóng dấu theo từng giai đoạn cho cả số lượng nhỏ và lớn
Dập lần hai theo lô nhỏ
gõ vào trong khuôn
Băng dính cho phần thứ cấp hoặc lắp ráp
Gia công và định hình
Nếu bạn muốn biết thêm thông tin, đừng ngần ngại liên hệ với chúng tôi.
Danh mục sản phẩm
-

Các bộ phận dập kim loại chính xác tùy chỉnh và...
-

giá đỡ bình chữa cháy chịu lực cao gắn tường...
-

Bộ phận uốn tấm thép chế tạo kim loại
-
Linh kiện điện tử dập kim loại tùy chỉnh OEM...
-

Phần cứng kim loại tùy chỉnh Đục lỗ Uốn kim loại St...
-

nhà máy sản xuất thép tấm kim loại thiết kế sản phẩm kim loại ...